The Hot Press
Plywood and the layers of cultural difference

The horizontal hot press
It’s formally known as a “horizontal hot press,” a key piece of capital equipment in the process of converting pine trees into plywood. The hot press is built by T__ Machinery, a plywood industry processing equipment manufacturer based in Central Japan. I’m in Southern Mississippi, about 30 minutes out of Hattiesburg, at a plywood mill in the piney woods of Perry County. I’m here to interpret for Kawaguchi[1], a T__ Machinery engineer.
I have been called in to facilitate communication between Kawaguchi and plant personnel, especially with the plant managers. The customer had the T__ Machinery horizontal hot press installed over a year ago but only got it up and running a few months ago. The customer says they’re having problems with the unit.
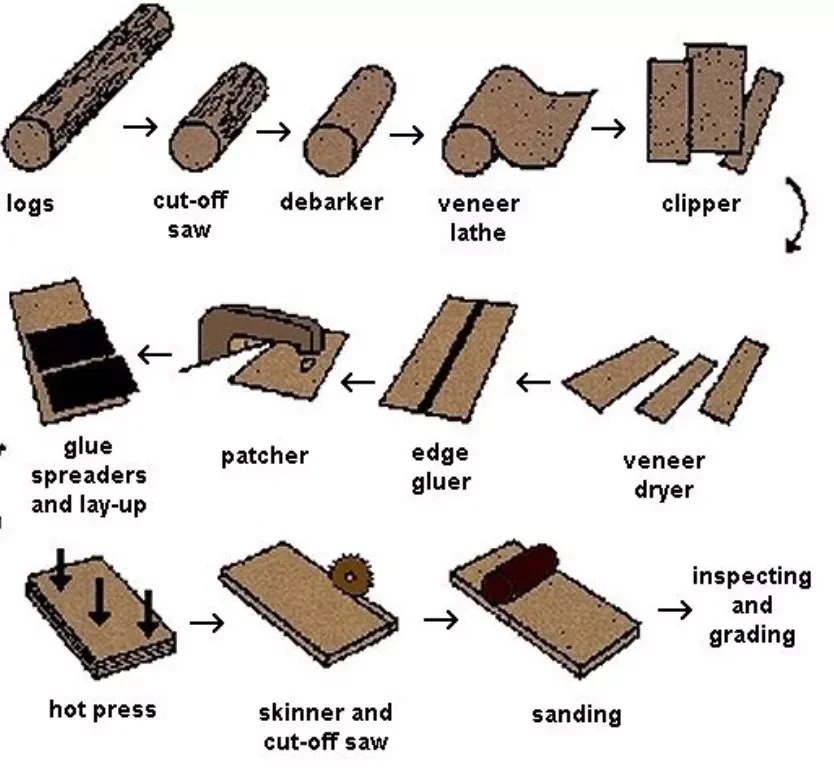
Plywood manufacturing process
Plywood manufacturing starts by cross-cutting logs and soaking them in hot water for 12 to 16 hours. The logs are then placed in a “lathe” which spins the log sections at high speed against a sharp blade which peels off lengths of veneer much in the way paper towel comes off a roll. This layer of veneer, also called a “ply,” can be as thick as 1/8 inch. The veneer is cut to the appropriate length. Since the plywood made at this mill is exclusively 4’ x 8’, the plies are cut somewhat oversize so the glued-up panels can be trimmed after being formed into plywood. Panels are built or “laid up” by layering the plies one on top of the other with each ply’s grain oriented at a right angle to the plies above and below. A coating of phenolic resin adhesive is applied between each layer and the laid-up panels are pressed under enormous pressure and heat to cure the adhesive.
Log peeling lathe: veneer exiting from the lathe
The task of laying up panels has until recently been performed largely by human workers. But human workers are expensive, even in the low-wage Deep South, so companies strive to automate the process as much as possible. Industrial robots have been brought in to automate the lay-up process and eliminate costly workers. Makes me think of the classic folk song, “John Henry”:
The captain said to John Henry
"Gonna bring that steam drill 'round
Gonna bring that steam drill out on the job
Gonna whop that steel on down, Lord, Lord
Gonna whop that steel on down"
John Henry told his captain
"A man ain't nothing but a man
But before I let your steam drill beat me down
I'd die with a hammer in my hand, Lord, Lord
I'd die with a hammer in my hand"
The robots at this mill are supplied by an American robotic equipment company which is deeply experienced in serving the automobile industry. But automobile assembly line robots handle metal and plastics; robots in this factory must deal with a plant material – wood – that is notoriously inconsistent in quality. Wood is usually filled with knots and knotholes, different levels of moisture content, and other variables that make it hard for a machine to handle. In this plywood mill, it is obvious that the robot arm was struggling to pick and place large, thin sheets of pine veneer precisely and consistently. Wood is highly porous and air-permeable: the suction pads at the end of the robot arm often drop the veneer in the wrong place or can’t pick it up in the first place. The adhesive spreader clogs and fails to apply enough glue, or there’s a sudden spurt of adhesive that drips all over the equipment and mill floor. The line stops and the engineers from the robot company peer at their computers, struggling to figure what’s gone wrong and how it can be fixed.
And therein lies the problem encountered by Kawaguchi during his three-day visit to the plywood mill.
T__ Machinery’s customer, the plywood company, says they’re having problems with the horizontal hot press. They say that laid-up plywood sheets are often not being grabbed by the press’s infeed roller to feed each sheet into the equipment. Once picked up by the machine, the panels get jammed in the machinery, forcing the operators to cut the power to the press, get on the catwalk, and dislodge the stuck sheets. Or, having been pressed into plywood, the sheets are hanging up inside the machine and must be pushed out with sticks.
The hot press operator’s name is Luther, a Black guy who’s been with the company for over ten years, and all through the construction and now the commissioning of the current mill. I mention that Luther is Black because I notice that most of the mill floor workers, the hourly people, are Black while the supervisory people (presumably the ones with college degrees) are White. Originally from Detroit, Luther migrated south to Mississippi after doing a long stretch in prison for drug trafficking. He says prison is a bad place, one to which he intends never to return. He’s turned his life around and, although wages at the plywood mill are lower than he might have earned in Michigan, the cost of living in Mississippi is lower, the climate milder, and he has family in here. He’s grateful for the job.
What Luther does not appreciate, however, is the way his managers don’t listen to him. As the operator of the T__ Machinery horizontal hot press, Luther is intimately familiar with what’s going on. He has said repeatedly that material is getting hung up going into the machine and jamming the main part of the press (the frames that hold each sheet of plywood vertically so they can be pressed horizontally) because the material going into the press is warped, incompletely glued up, and generally poorly prepared. The fault, he has told them, lies not in the press; it’s in the process ahead of the press. I can see that some of the material coming from the layup line is more like a taco in shape than a sheet of plywood.

Individual frames in the hot press: Each frame holds a stack of veneers to be formed into a sheet of plywood
When Kawaguchi reports his preliminary findings in a meeting at the end of his first day, one of the mill managers claim that T__ Machinery has sold them a machine that cannot handle the Southern yellow pine they’re working with, and that the Japanese have misrepresented the capabilities of their horizontal hot press. “Vertical presses don’t have these problems” they say.
Therein lies an interesting difference between the ways Japanese and Americans approach a problem like this. It strikes me that the Americans are quick to point fingers at the Japanese, even though the T__ Machinery hot press is installed and working fine at plywood mills around the world, including mills in the U.S. Rather than trying to get to the root causes of the problem, they play the blame game.
After I’ve interpreted at this meeting, as we make the long walk from the mill office to the front gate, I step out of my role as an impartial conduit of information to advise Kawaguchi to tread carefully here: I’ve translated enough documents and interpreted at enough meetings, including witness testimony, to know when an American company is thinking about lawyering up and filing suit against a Japanese company. This is also part of the American way of doing business.
The next day seems interminable. Almost no pre-plywood material makes it as far as the hot press. The layup line is mostly at a standstill as the engineers keep working the problem. Kawaguchi busies himself with walking several miles in the mill to see what’s going on with the entire process. He’s also interested in the mill’s tunnel furnace dryer which is used to dry the freshly-cut veneer before it’s laid up. T__ Machinery makes its own dryer so this is valuable research about the competition. Looking for something to do, I follow him around the mill in case he needs to communicate with someone. No need: he’s not especially interested in talking with anyone. I feel like kingyo no fun (金魚の糞; a clingy sort of person who follows someone around like goldfish poop).
Luther is all too happy to share his frustrations about mill management, how they don’t really listen to the people who operate the machinery day in, day out. “They went to college. I didn’t.” Kawaguchi asks Luther to go through operating procedures on the hot press control panel. He assures Luther that he is running the hot press correctly, says it’s not his fault that the infeed roller struggles and often fails to grab the leading edge of each laid-up veneer stack, that material gets jammed in the press. Luther feels heard and appreciates Kawaguchi’s assurances.
One of the main reasons that Japanese manufacturing came to dominate so many industries is to be found in this situation. In Japan, it’s considered vitally important for a company to listen to the genba no koe (現場の声), the “voices from the plant floor,” to pay attention to the people who actually make the product, whether they have a college degree or not. The thinking is that what happens on the plant floor, the genba, is make-or-break for a company that makes things or provides a service. A genba could be a factory floor or the sales floor in a department store. It could be a hospital or a restaurant. Workers who do not feel heard and who do not feel the company cares about what they think are less likely to make good products or provide good services. This is just as true in the U.S.; American workers are not so different from Japanese workers. It would be to organizations’ benefit if management saw workers less as costly and ultimately expendable nuisances and more as vital partners in a company’s success.
By the third and last day of Kawaguchi’s visit, the layup line is running. Not smoothly or dependably, but it is moving product down the line to the vertical press, which provides a hard, preliminary squeeze, and then on to the horizontal hot press where the stacks of veneer are transformed into plywood. Material is still getting hung up at the press’s entry end and, from time to time, Luther has to stop the press and go through the elaborate process of locking it out by removing the key that energizes the unit and putting that key into a lockbox to prevent inadvertent and potentially fatal operation while he is clearing a jam.
The layup line is still sending veneer stacks that are imprecisely aligned, making it harder for the press infeed roller to grab the leading edge of each sheet. Adhesive is often unevenly applied or missing altogether. The pile of scrap material next to the press grows and is hauled away to be burned or sent to the landfill. There is a lot of waste. It’s sad: many a tree that has grown in the forest for 25-35 years ends its life as firewood or just plain junk.

Pile of scrap next to hot press
I interpret Kawaguchi’s findings to mill managers and executives at the Friday close-out meeting. Mill management is more cooperative and doesn’t waste valuable time blaming T__ Machinery for selling a defective or under-spec unit. Both sides will review their options, including modifying the hot press so it can handle the material better. The goal is to produce hundreds of sheets of plywood every hour once the plant is running at full tilt.
Kawaguchi flies back to Japan the next day. He’s been in the U.S. for less than six days.

Southern yellow pine plywood
[1] All names have been changed to protect individuals’ privacy.